
This is the second in a four part series on Peter Rooke’s restoration of a 1917 Fuller & Johnson 1-1/2 HP Model N. Read part 1, part 3 and part 4 for the full restoration process.

When I removed the piston and connecting rod they were covered in carbon, so I gave them a good soaking in kerosene before trying to remove the piston rings. Once the rings were free, I eased them off one by one by sliding three pieces of shim stock under them to lift them out of their grooves. As soon as I removed the piston rings, I cleaned up the grooves and it was immediately apparent there were steps in each groove, either from wear or a poor tidying job on the lathe.
One thing was clear when the piston was removed: Someone had fixed a bolt through the middle of the piston, with a nut and washer on the inside, but why? Even more of a problem was the crack in the head of the piston, which appeared to be slightly dished. Had a valve come free and been pushed back into the combustion chamber, jamming against the piston?
There appeared to be some wear on the sides of the piston, so before anything else was done I took a series of measurements of the cleaned piston.

First, I checked the piston diameter and it was soon clear that there had been uneven wear down one side of the piston: The top two lands were worn 0.006-inch more on one side. Wear was also excessive, being 0.032-inch less than bore diameter at one point. I also checked the piston ring grooves using a feeler gauge and a piece of square high-speed steel known to be accurate at 0.250 inches wide. The top ring groove was between 0.022-inch and 0.043-inch oversize and the other grooves were larger than 0.012-inch.
Taking into account the damage to the crown and the wear to both the piston and the bore, I decided a new oversize piston would be the ideal solution, but the chances of finding one over here in England is nonexistent.
After further consideration, the best course of action appeared to be to make a new crown. This would enable me to return the diameter to original dimensions and I could also machine the top ring groove so that the width could be restored for a standard width 0.250-inch piston ring.

Piston restoration
Before starting any work on the piston and the new crown, I got in touch with Dave Reed of Otto Gas Engine Works to seek his guidance about the wear to the ring grooves and the cylinder bore. He was extremely helpful and we exchanged several emails. The upshot of this was that I changed my plans and followed his recommendations to fit two 0.125-inch rings in the new 0.250-inch top groove and 0.125-inch and 0.1875-inch rings in the other two grooves, which would be widened to 0.3125 inches. Dave was able to supply oversize rings in these sizes, which would help to overcome the problem of a worn bore. The new rings were promptly dispatched and quickly found their way across the Atlantic, arriving faster than the slice of cast iron for the crown that I ordered from my metal supplier who is only some 70 miles away!
The first step was to set the piston square in the four-jaw chuck so that I could true the base of the piston, as this base would rest on the face plate. Before starting any further work on the piston, I measured the overall length so that after the repair it could be finished to this size.

Next, I turned the slice of cast iron roughly to size for the crown. I left a generous internal allowance I could machine away once I could check the dimensions of the piston after I cut the old crown off and properly measured the inside for wall thickness. I also left the external dimensions oversize so I could machine the new crown and ring groove to size once fitted to the old piston.
One factor I had to consider was the amount of any allowance for the fit between the new crown and the old piston. The normal allowance for a forced fit is 0.0015- to 0.002-inch per inch of diameter, giving a range of 0.0045- to 0.007-inch for this piston. However, the wall thickness of both pieces is relatively thin and the elasticity of the piston’s old iron was an unknown factor. To be on the safe side and reduce any risk of either part cracking after fitting, I used a minimal difference in diameter of 0.004 inches.

Most of the forces acting on the crown are when the engine is working and in its four cycles. They push the crown toward the body of the piston, in either the ignition, exhaust or compression strokes. The only times when the crown might conceivably be pulled away is during the suction stroke or when the engine is being turned over manually. Then any friction from the top groove piston rings pushed against the crown. A friction fit for the new crown would more than compensate for this, but the addition of eight small screws would give a belt-and-braces approach.
My first job on the piston was to saw off the old crown before mounting the piston on the lathe. There was no point in keeping the old crown in place to assist when setting up the piston on the lathe, as it had uneven wear.
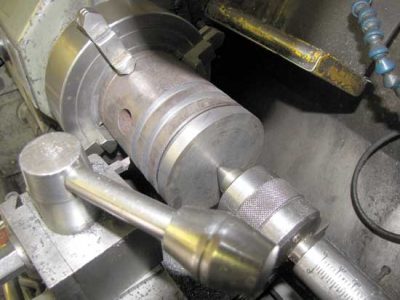
A secure mounting was needed to hold the body of the piston while it was turned on the lathe, something a little more solid than just being held in the four-jaw chuck as no further support or steady could be used. To enable the piston to be held on the faceplate when it was centered using dial indicators, I fit an eyebolt around a temporary wrist pin and then clamped it through the lathe headstock. This allowed me to measure the whole length of the piston without interruption. Once centered, I would use two bolts to further secure the ends of the same wrist pin to the faceplate.

The next step was to true up the sawn end of the piston by facing it, removing the smallest amount of metal to get a clean, true edge. The second step was to form both the step and seat for the new crown by boring inside the piston. First, I made some 0.10-inch-deep cuts into the piston to get a clean surface so I could measure the wall thickness. There was a large variation in the wall thickness, which meant I would have to make some adjustment to my measurements that had been planned from the first examination of the piston.

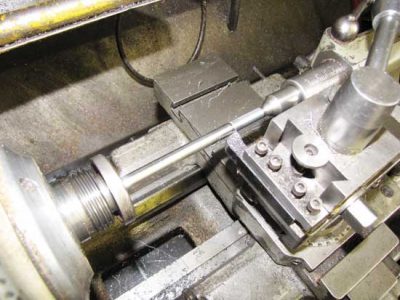
Once I verified the wall thickness, I refit the four-jaw chuck with the new crown still in place on the lathe so that I could machine the external and internal walls. As the cast iron for the crown was supplied in 1-inch lengths, this meant that I could turn part of the surplus, the first 0.10-inch, to a diameter 0.004-inch smaller than the main part, so that I could use it as a gauge to check the dimensions when boring the recess in the piston body. Once the gauge section had done its job, I could machine it off. I turned the next 0.180 inches to a diameter of 3.100 inches, and then turned the next 0.188 inches to 3.250 inches, ready for the groove to be widened and deepened to its final dimensions of 0.250 inches wide and 0.155 inches deep once I fit the crown. Finally, I bored out the inside to a 0.10-inch smaller diameter than the original and to a depth sufficient to leave a crown thickness of 0.20-inch after final finishing of the outside.
I then refit the faceplate with the piston on the lathe and checked the concentricity. I bored a recess to a depth of 0.182 inches to include an extra 0.002-inch for clearance, with a diameter of 3.096 inches.
Once I had removed the gauge part of the new crown, I was ready to fit the two pieces together. I cleaned the mating surfaces with fine emery cloth and gave the edges a pass with a file to remove any small burrs. Since I do not have a bench press, I decided to heat-shrink fit the two pieces. I gave the new crown a thin smear of grease on the mating surface and put it in the freezer. Our range cooker is constantly lit so I put the body of the piston in it and left both overnight.

The next morning, I left the doors to the workshop open and cleared the work bench. Wearing thick leather gloves, I removed the piston from the oven and the crown from the freezer as I passed it on the way to the workshop. I quickly fitted the crown in the piston and as soon as the cold hit the hot metal I could feel it tightening up. It was not long before it was a tight fit, so I set the piston to one side to cool off.
Once cool, I fitted the piston on the lathe using the four-jaw chuck and recentered it. When running true I cut a shallow tapered hole in the crown with the center drill so that the tailstock could be used to support it.
I made the first finishing cuts to the side of the new crown, trimming it to 3.50 inches diameter. For a 3.50-inch bore, a piston top land should be 3.485 inches, but I left it at the higher figure in view of the excessive wear to the cylinder bore.

The next step was to use small, homemade high-speed steel left and right facing tools to trim the edges of the ring grooves for the second and third rings until there was a clean, level surface. I gave the bottom edge of the first ring, which was the top of the old piston, a fine cut to ensure it was true. I widened the first ring groove to 0.250 inches by cutting away the top edge and then deepened it to 0.155 inches. As before, I used a section of high speed steel of known size and feeler gauges to check measurements.

The next step was to measure the size of the third groove and then cut it to a width of 0.3125 inches by removing metal from the bottom by the wrist pin. Finally, I measured the width of the second and third lands. I widened the second ring groove to 0.3125 inches in a careful operation to remove metal from the top and the bottom so that when finished the lands on either side of the groove would both be of similar width.

Once I finished the ring grooves, I trimmed off the surplus on the crown so that the top land was the width of the original, 0.30-inch, and the overall length of the piston was the same as before.
The heat-shrink fit should be sufficient to hold the new piston crown in place but, in my usual cautious manner, I fit eight small screws as an additional measure. Initially, from the first measurements of the inside of the piston, I thought that 0.125-inch screws could be used. However, after I removed the crown and turned the inside true to the outside I found that the wall thickness was not constant and the only screw size that would fit, even with minimal side clearance, was a 3-48.

I fixed the rotary table to the milling machine table and then clamped the piston to it and centered it. I drilled the eight holes of tapping size, followed by the shorter clearance holes and finally used the countersink.
Tapping small threads is always fraught with the danger of a broken tap, which usually occurs in work that has taken many hours to complete. I used a tapping guide to try and prevent any broken taps by keeping the taps square. I used a gauge block of metal and feeler gauges to set the depth the tap would go to prevent it from bottoming out.

Once all the holes had been tapped, I cleaned them out and degreased them, then used an air line to blow out any debris. I individually trimmed the eight screws to length for fitting. Then I removed them, coated them with Loctite and firmly screwed them home.
The final step was to fit the piston rings. The bore of the engine was fairly tight at the throat, near the original size and opened up to some 0.015 inch oversize for most of its length. I fit the rings there, measuring with the gap and setting some rings 2 inches into the bore, which would be the bottom end of the piston travel. I pushed the rings against the end of the piston to ensure that they were square to the bore before measurement. At this point, I set the gap at a minimum of 0.010 inches as recommended by Dave Reed. I also checked the rings to ensure they would pass through the narrower section — or bore — at the throat; it was necessary to ease them a fraction more to get them to pass through. I tweaked the ends of the rings with the needle file until they all fit, removing any burrs from the filing.



Cylinder head
The cylinder head had a rusted nipple in the exhaust port as well as the broken off end of the mixer in the inlet port. I quickly removed the exhaust nipple with a wrench after applying a little heat and penetrating fluid.

Removing the remains of the broken mixer stem was not so easy: It took an hour’s work with a small grinding point, steel pick and finally a 0.750-inch NPT tap to clean it all out.
The valves had badly pitted stems and one looked as though it had been welded as a repair at some point in the past. There was a lot of sideways movement in the stem passages and one valve seat looked as though it had been recently ground, although the other was not circular.

To resolve the fit of the valve stems, I reamed the passages out to 0.328-inch and made new valves with oversize stems. I stepped the threaded end of the new valve stems down to the original size of 0.3125-inch so I could still use the old cast spring keepers.
After turning some drill rod to the new dimensions, I drilled out two steel discs for the heads and then I brazed these to the stems. It was then a case of setting over the compound slide to copy the taper on the old valve heads and then cut this on the new heads after rough turning them to size. Finally, I used the profile cutter to shape and curve the area between the stems and the valve heads.

The inlet valve seat only needed minimal grinding to be a good fit, but the exhaust seat required a lot of work to correct a misshapen profile. Once I finished the valve grinding, I thoroughly cleaned the cylinder head then lightly oiled it. I fit the replacement valves using the old keepers and retained the original springs as they appeared in good condition.
Read Part One of Peter Rooke’s tale of gas engine restoration in Fuller & Johnson Engine Brought Back to Life.
Contact Peter Rooke at Hardigate House, Hardigate Rd., Cropwell Butler, Nottingham, NG12 3AH, England • peter@enginepeter.co.uk • www.enginepeter.co.uk




{kind=link}