
This is the third in a three part series on Peter Rooke’s restoration of a John Deere Model E. You can view part 1 here and part 2 here.
The magneto on the John Deere Model E was covered with a coat of dirt and had, at some time in its life, been repainted green. At first glance the casting looked good, but on later examination a crack was seen around the front bearing. At the end of the day, no effort was made to repair this, as the end plate looked strong enough. No attempt was made to turn the shaft of the magneto either, as there were no caps on the oil holes and both were full of dirt.

The output screw and collector were the first items unscrewed from the John Deere Model E. The gear wheel was removed next by unscrewing the nut and then using a small puller, taking care not to lose the small woodruff key. This enabled the cover plate to be removed.
If John Deere Model E’s magneto is stripped, it will need remagnetising if it is going to keep a full charge. The screws were removed from the end cap, which was then slid off, enabling the armature to be removed. While stripping the magneto, the magnet was also removed after releasing the steel band. Not wishing to exert force that might fracture the delicate metal of the main body, a screw-adjustable support used on the milling machine was put inside the magnet to push it open by a few thousands of an inch so that it could be eased off. The same method was used to replace the magnets.
A new spring lid cap was fitted to the flywheel-side oil hole, but no cap was fitted on the gear side as it was difficult to get under the “skirt” of the gear once it was fitted.
After all parts were given a good cleaning and the bearings lightly oiled, re-assembly could start. The armature was replaced, then the front plate screwed on and finally the collector was screwed into place. The cover plate for the crank cover was not yet fitted and the nut on the gear wheel was only finger-tight, as the wheel would later be removed as part of the assembly process to fit the plate and gaskets.

Once the magneto had been assembled, it was given a couple of one-second bursts on the charger, which brought the magnets fully back to life. Spinning the gear wheel with the magneto connected to a test meter registered 7 volts AC, which is plenty to give a good spark through the igniter.
The consensus of opinion regarding the color of the magneto appears to be that the magnets were originally a black color, perhaps the original finish from when they were made, and the steel band was also black, with the main body being its natural gray color.
Igniter

While the igniter was complete, it needed a full overhaul, including a cleaning and checking of the spring, so it was completely stripped.
As a first step, the split pin and spring were removed from the end of the shaft. To remove the moving electrode, the nut needed to be unscrewed from the taper pin in the anvil. The taper pin must be removed from the non-threaded end. To preserve the threads on it, its nut must be unscrewed until level with the end of the pin, and the pin then tapped with a soft-head hammer. The shaft was then removed by pulling it from the inside.

The fixed electrode can be taken off by removing the retaining nuts and again pulling through from the inside. The mica washers on this electrode should be examined, and if broken or covered in carbon they should be replaced. The contact points on both the fixed and moving electrode need to be square to each other and can be tidied with a file and fine grindstone, or in bad cases completely replaced.
The shaft of the moveable electrode was cleaned and checked for excessive clearance in the igniter body. If there is significant lateral movement that would affect the operation of the igniter, the shaft should be renewed or the hole sleeved and then reamed true. The taper seat for the moveable shaft should be covered with a thin layer of fine grinding paste and then renewed by twisting the shaft back and forth. Redistribute the paste and repeat until the seat shows a nice clean ring. When the regrinding is finished, thoroughly clean the grit and dust from all parts with kerosene.

When replacing or renewing the mica washers for the fixed electrode, ensure that the stack is more than 0.125-inch thick to properly insulate the shaft. In addition, further washers might be needed to ensure that the contact faces of the fixed and moveable electrode align correctly.
After painting all the parts, assembly followed the reverse order of the above. The only check necessary was to confirm a gap of 0.31-inch between the contact points when the hammer is pushed up.

Painting
The crankshaft and flywheel had been removed as one assembly to save struggling with the flywheel keys. This, however, complicated painting, which had to be completed before assembly so there was room to ensure a good coating of paint on all parts. This meant that extreme caution would have to be taken during assembly to prevent marking the new paint work.

The main components had already been given a good coating of primer as soon as the various coats of old paint had been removed to prevent any rust forming on them in our damp climate.
There were numerous casting marks in the main body of the engine and no attempt was made to remove or hide these, so it looked just as it would have when it left the factory.
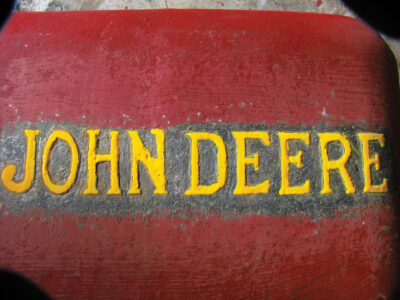
The John Deere name on the side of the hopper was originally screen printed on raised letters, and although it is possible to buy transfers that had a similar look, an attempt would be made to see if a repair could be made to the missing parts of the “John Deere” lettering. This was completed before giving the engine its final coat of paint in case the result was not good enough and the lettering had to be stripped, painted over and replaced with a decal.
To build up the broken letter, some thick yellow sign-writing paint was mixed and the broken sections repainted. Once happy with the result, the casting could be painted green and the letters finally picked out with the correct shade of yellow.
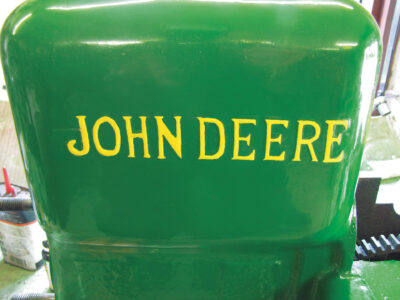
The engine needed to be painted classic John Deere green, and a reasonable shade was found at a local tractor supply company. After several coats of paint, everything was allowed to cure for a few days before the main areas of paint were given a rub with wax polish to further protect the paint, although the area to be lettered was not touched and was kept clean and grease-free.

Sign-writing paint was mixed to the shade of yellow needed and the John Deere letters were highlighted; a rubber push stick was used to push back the odd overrun of the paint to get straight lines. This was not always easy given the many indentations in the rough casting.
Assembly
Before starting assembly, the hopper was covered with a thick cloth to protect it from accidental knocks.

As a first step, the engine was turned upside down so that the fuel tank, oil pan and gaskets could be replaced. The gaskets are made of cork, so there was no need to give them any coating of gasket sealer as some suggest, provided the mating surfaces are reasonably smooth. Some engine oil was then poured into the pan to completely cover it, and it was left overnight to find at an early stage if there were any problems with leaking gaskets. The following day the fuel tank was partially filled with clean water that was then drained off to see if there was any trace of oil, which would be clearly visible as streaks in the clean water. There were none, so the inside of the fuel tank was sprayed with water-inhibiting oil and left to dry out.
The weights were then replaced on the repaired governor, along with the plunger; the split pins to hold the weights were replaced as the originals were badly worn.

The governor was refitted, again using a thin shaft of wood through the spokes of the cam gear to hold it in place while the left-hand threaded nut was tightened. The cam follower and hook up lever were then fitted, after placing the shaft for the speed adjustment nut through its hole in the side of the governor housing and lightly fitting its nut. The casting plug at the top of the hook up lever pivot rod was then replaced. The hook up lever plate should be adjusted when the governor balls are closed and the cam follower is pressed tight against the engine. The hook up lever adjusting screw should be turned until there is between 0.030- to 0.060-inch side clearance between the hook up lever plate and the hook up section on the cam follower. It is difficult to measure the gap with gauges, but an easy way to do this is to use the shank of a drill bit, say 0.043-inch. After tightening the lock nut, check the measurements again to ensure the adjustment has not changed.
The engine hoist was used to lift and steady the flywheels when maneuvering them into position on the bottom halves of the bearing shells. The locating marks on the gear wheels had already been picked out with a thin line of white paint, so it was easy to see them when replacing the flywheels. There are two marks on the cam gear: the one for the magneto should be at 12 o’clock at the same time that the other is matched to the gear on the crankshaft.

The bearing shims, which had already been test-fitted, were fitted to ensure they were pushed tight against the crankshaft; then any gap between them and the casing was filled with thick shellac (a similar sealant could also be used) to prevent oil leaks. Some shellac was also put in the securing bolt holes in the shims.

The top halves of the main bearings and the bearing clamps were then fitted and the bolts tightened. The bolts were tested by turning the flywheels to ensure that the crankshaft was not binding before fitting the big end bearing.
The bore was given a light coat of oil, along with the piston and its new rings, before the ring compressor was used to fit the piston and con rod from the front of the engine. The piston was refitted with the oil slot at the top. The bumps and oil hole at the piston end of the con rod must face the gear wheel side of the engine.

The con rod bearings and shims, which had already been trial fitted, were replaced and the securing bolts tightened.
The magneto had already been assembled, albeit with the nut securing the gear wheel being finger-tight. The magneto was then placed over its mounting holes so that the timing marks on the gear aligned with the mark on the cam gear at the same time that the second mark on the cam gear matched the mark on the crankshaft gear. Care was taken when fitting the bolts, as the magneto is secured by one long and one short bolt. Do not use any longer or shorter bolts or reverse them or else the magneto base might get damaged. In addition, these bolts should not be excessively tightened, as it is easy to damage the threads.
The valve and new springs were earlier fitted to the cylinder head after regrinding the seats, so the head was fitted on top of a new gasket that had been given a thin coat of grease, the nuts being tightened evenly by moving to each one diagonally. (After a couple of hours running the nuts were retightened.) Once the cylinder head nuts had been tightened, the trip finger was put roughly in position on the exhaust rod, which was placed in its hole in the governor case. The clamp for the trip finger was tight on the rod, particularly after coats of primer and paint, so it was wedged open by removing the clamp bolts and replacing one from the other side to press against a piece of thin steel inserted in the slot.
The exhaust rocker was fitted by placing the spring in position, then finger-tightening the pivot bolt before screwing on and tightening the lock nut.
A new gasket was readied for the igniter, which was then fitted to ensure that the trip finger was below the igniter.
The crankshaft gasket obtained from Hit & Miss Enterprises, Orwell, Ohio, was a good fit but needed bending to shape. Before fitting the crank cover, the gear wheel was temporarily removed from the magneto so the magneto cover plate and its gasket could be fitted, as well as the crank cover gasket. The magneto gear was replaced, making sure that its timing marks were still aligned, and then the nut was tightened. To stop the crank cover gasket from moving during the fitting of the cover, it was held in place with a few dabs of gasket sealant.
The crank cover retaining bolts were fitted, but not tightened until the magneto cover plate had been fitted. This was a fiddly job with just enough clearance on each side of the magneto to fit the side screws. The collector brush was removed from the magneto while the top screw was replaced to prevent any chance of damaging the brush with the screwdriver.

Timing/Adjustment
The igniter should trip when the “SPARK” mark on the flywheel is level with or slightly above the exhaust rod (which should be back toward the flywheel) and the exhaust rod just starts to move forward. If necessary, the clamp bolts should be loosened and the trip bracket moved to get the timing right. Ensure that the igniter trip finger lies flat against the igniter hammer after the bracket is moved and the bolts tightened.
Once the igniter has been timed, turn the flywheel clockwise for one half turn, stopping when the “EXHAUST OPEN” mark on the flywheel is level with the exhaust rod. Turn the exhaust lever adjusting screw until it touches the end of the exhaust valve before tightening the lock nut.
The magneto should have already been fitted with the mark on the gear wheel lining up with the mark on the cam gear. To fine-tune the timing, the timing rivets can be used. After ensuring that the igniter is properly timed, press the timing rivet marked “L” while the flywheel is turned slowly in the direction it runs. The rivet should start into its notch and start out just as the igniter trips; if necessary, adjust the trip finger until it trips at precisely this moment.
Starting the engine
Once the engine was fully assembled, the small hoist was used to lift it off the bench onto the cart and the mounting bolts were fitted.
First, the oil was topped up by filling through the filler hole by the governor cover, the total capacity being one quart for the 1-1/2 HP engine. This amount is reached when the oil level gets to the base of the filler hole.
The fuel tank can be filled with regular gas. The water hopper drain plug can be tightened and the hopper filled two-thirds full with clean water.
The mixer needle was opened one full turn and the choke plate shut before swinging the engine to start it. Once the engine was running, the choke plate was opened and the mixer needle adjusted to get smooth running and the correct color smoke from the exhaust. As part of this adjustment process, a tachometer was used to measure the engine speed and the speed adjustment knob turned. While it is possible to adjust this knob while the engine is running, for safety reasons these adjustments should only be made when the engine flywheels are stationary.

Crankcase Breather
Late production engines had a crankcase breather fitted. One of the problems with the John Deere Model E is that oil tends to leak from the bearings and magneto areas. Despite my best endeavors to ensure all gaskets were well-fitted to prevent this, leaks persisted.
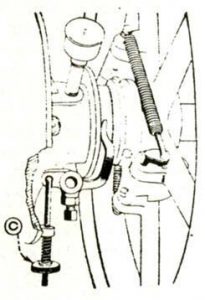
The theory behind a crankcase breather is that it removes the positive pressure from the crankcase when the piston is on its outward or downward stroke and creates negative pressure when the piston is moving in the opposite direction. The problem with positive pressure is that it can result in oil being pushed from within the crankcase, so if a breather is fitted the chances of this occurring are reduced. More importantly, the negative pressure created by the breather shutting off the airflow results in air being sucked into the crankcase. This air will be sucked through the very gaps where oil might be leaking, thus pulling the oil back into the crankcase.
Experiments started with a crankcase breather. To test the breather, the middle crankcase cover screw near the water hopper was removed before running the engine. The flow of escaping oil reduced, indicating that this was a modification to pursue. Not wanting to make a permanent modification to the engine, the top bolt would be adapted by drilling a hole through its middle then making a valve to fit on it.
A new bolt was made with a 0.250-inch hole drilled through, finishing at a point where there is a gap between the crankcase top cover and the start of the thread in the main casting. This bolt was then cross drilled at this point with two pairs of 0.188-inch holes at 90 degrees to each other.

In most cases, a “breather” consists of a flap of material (thin metal, plastic or leather) that is pushed away by the expelled gasses and seals again when air is being sucked. Wanting to make a compact fitting resulted in the design used: A tube with a leather washer on a plunger and light spring to help return the seal to its seat. After a bit of experimenting, mainly in making a light spring, the breather shown above was made.

Once this was fitted the engine was run for a couple of hours, and immediately there was no noticeable loss of oil. During this test run the main bearings were monitored to ensure they were not overheating, as it was not known how much the oil splash depended on the creation of pressure to push the oil into the bearings. There was no sign of overheating, even with adjusted bearings that had only just started to run in.
Peter Rooke • Hardigate House, Hardigate Rd., Cropwell Butler, Nottingham, NG12 3AH, England • peter@enginepeter.co.uk



{kind=link}