











For five or six years I teased a fellow engine collector about his very stuck circa 1920 8-cycle Aermotor water-pumping gas engine. It had been used on a Texas ranch to pump water before it was taken out of service and allowed to sit outside for as many as 50 or 60 years. A flea market guy brought it up to Waukee, Iowa, in 2002, which is where my friend bought it. He tried for five or six years to free it up with no success. The engine was complete except for the rocker arm being broken off, it had no oiler, and the tin crank splash guard was gone. Finally, my teasing paid off, and I bought the Aermotor from him in 2008.
It had been soaking in penetrating oil for five or six years and, despite a very sincere effort, was still very stuck! I work in automotive repair and had made a slide hammer puller for pulling the front brake rotors off of front-wheel drive import cars. This was a big 8-pound slide hammer on a 7/8-inch shaft, 25 inches long. I took off the four-bolt head that fit to the brake rotors and made an adapter to fit the Aermotor connecting rod. This is a big hefty slide hammer and it proved too much for me to use on a long- term basis. I could only swing it a few minutes, so I went to a smaller one.
On an 8-cycle Aermotor there is no removable head, so the piston must come out the back end. This is why the slide hammer puller was needed. I used two brass blow torches and one acetylene torch for heat; a water hose was used to try to cool the piston. I would heat up the cylinder block and hammer a while until I got tired, oil it up again and start over. This took two full days; oftentimes once the piston breaks loose it will come out easily, but not this one! I fought all the way (it was stuck forward). WHAT A JOB, but once the piston was out and the cylinder was honed it looked good.
The cast iron piston, despite all the abuse it took, was OK. The ring grooves were square, so new rings from Starbolt were all that was needed. The Aermotor valves are in cages that unbolt from the main block and are small and easy to work on. The valve angle is 44 degrees and the seat is 45 degrees. There was nothing left of the valves; only rarely do you see valves this rotted. The guides weren’t much better, but from my automotive work I had saved old valves in a 5-gallon pail, ready to use again. In the pail I found two valves about the right size and with thicker valve stems. The 5/16-inch intake valves stem went to 11/32-inch stem size and the 11/32-inch exhaust valve stem went to 3/8-inch stem size. Then I bored the valve guides by drilling them out close to the correct size and carefully reamed the last few thousandths to a good snug fit. I then reground and narrowed the valve seats so the valves and seats fit perfectly with no leaks. The final part of the valve job was to drill holes in the valve stems at the correct height so the keepers and valve stem height are right. I carefully measured the valve stem height before I took them apart so I knew what height it had to be when finished. Despite my best precautions, I still ruined the babbitt in the connecting rod and had to repour it.
I just had to turn a new mandrel 0.03-inch undersize to go on my repour jig because of shrinkage when cooling. This left me some extra thickness to machine off when boring the rod beating to fit the crankshaft journal.
At swap meets and farm shows I scrounge old babbitt bearing to repour and reuse. This is an economical way of recycling old bearings.
The Aermotor’s igniter was a real wreck! It was stuck, with a bent shaft and springs that were almost completely rusted away. The hammer and anvil parts were remade using the originals as patterns. I used 7/16-inch diameter steel shaft and turned it to oversize 3/8-inch diameter, leaving a 1-inch wide shoulder on the end, and finally reamed the igniter casting to fit the new igniter shaft. This shaft has to have a compression-sealing 45-degree shoulder where the shaft enters the combustion chamber. I lapped this shoulder in for a, hopefully, perfect seal. Then with a hacksaw I cut the hammer and anvil parts by hand. This took a lot of time, as the angles have to be just right. It took a lot of careful hand filing to get it right. I used the stubs of ARC Bronze welding for igniter contact points. This works well and gives a good, bright blue spark. The shaft itself was turned on the lathe from a 7/16-inch piece of steel rod 7 inches long. I have a tailstock three-jaw chuck attachment for my lathe. This allowed me to make this shaft and put a 45 degree angle and then step up to 7/16-inch so I could weld on a 7/16-inch-wide lug for the igniter ground point.
The mica looked and tested electronically good so I figured I’d leave it alone. The test run will determine if this was a good decision or not. The trip arm was rusty and bent so I decided to make a new one. Then after I did all of that I found a good used one at a gas engine/tractor parts swap meet. So I used that rather than the one I made, so as to keep the restoration as authentic as possible.
The Aermotor fuel system consists of a 3/4-inch square tube, 6-1/4-inch long with a turn down almost 90 degrees on the inlet end and a two-bolt flange that bolts to the bottom of the intake valve cage. The fuel tank hangs by two bolts below the 3/4-inch square tube, and the adjustable mixing valve is threaded 1/4-inch pipe that goes into the fuel tank and has a check valve at the bottom of it. The fuel tank is round and holds about 1 quart of fuel, so it must have been very efficient.
I go to a lot of power/threshing shows and talk to a lot of old time farmers who ran and used these old engines. One of the stories I’ve heard is about hitching up a horse or two to a wagon or buggy and going to town for fuel, which would take half a day or more. (No tanker trucks then.) So fuel usage was as important then as it is now. The fuel tank cap and nozzle were missing, so to fix this I used a 12-ounce metal automotive brake fluid can top and threads cut from the can top and then soldered it onto the Aermotor fuel tank. It looks very original.
All of the gears were good, but some were rustier than others. The cam was good! They all cleaned up OK. The hit-and-miss latch pivot bolt is also one of four main bearing mounting bolts. It’s 6 inches long and has 2-1/2-inch threads on one end and 3-1/2-inch smooth shafts for the hit-and-miss latch to pivot on the other. An integral hex nut is 2-1/2 inches from the threaded engine. This bolt and three other regular 7/16-inch bolts hold the crankshaft to the engine’s main frame.
I bought a reproduction Aermotor sales catalog from around 1920 that shows pictures of the engines. One picture was from the rear and shows a tin splash guard, which made me notice mine is missing. So I made one out of galvanized tin because it won’t rust, which is important as I do not intend to paint this engine, just leave it as it is cosmetically.
At a swap meet I bought a box of mostly broken and incomplete oilers, 27 in all. With some that I had and some work on these others, as well as some new glass and gaskets, I now have several usable oilers. The Aermotor 8-cycle is an engine and pump jack all in one unit. The cast iron connecting rod that goes on the steel pin to drive the up-down motion of the pump was broken off 2 inches above the pin. A new one was fabricated using a 1-inch pipe coupling and a 3/4-inch black pipe 6 inches long and some 1-1/2-inch square tube attached to the pipe coupling. I then turned a steel pin just under 1 inch and used it to pour babbitt for the pin bearing. After the pour I bored it to fit the gear pin. I then drilled and tapped in an automotive zerk fitting. While I plan to use and display this engine, I also want the ease of a grease gun to service it!
The Aermotor governor is a round steel ball weight on a 3/16-inch rod, fastened to what looks like a big, flat washer with an oblong hole in it. (For more on this governor, see Gas Engine Technology: Aermotor Speed Governor.) This washer goes on the crankshaft, and the 3/16-inch round rod holds the steel ball spring and goes into a drilled hole in the flywheel. The steel ball spring goes into a drilled hole in the flywheel and the steel ball is pushed by a spring. A shoulder on the flat washer counteracts the hit-and-miss latch. The steel ball is drilled and tapped for a set screw 1/4-inch by 20 threads. This weight is adjusted to change speed. Mostly these parts needed cleaning and refurbishing. The metal guard over the gears was badly bent and distorted from the rough handling it had received. It took several tries to get it looking like it does. I doubt an O.S.H.A. inspector would pass it!
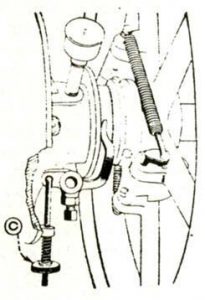
Aermotor 8-cycle engines came on wood in a “T” shape so that it could be easily mounted onto any hand-operated farm pump. Often this was under a windmill, and the switch from windmill power to 8-cycle gas engine was just a matter of changing the operating arm from the windmill to the 8-cycle gas engine, then start up the engine and you had water again. My Texas engine had original “in my view” wood and steel on it. It looked just like the pictures in the catalog, but was too far gone to save. I reproduced the wood and used the original steel and bolts, as they were all good. The 2-by-3-inch piece of wood running diagonally across the T-frame in the background is to hold the T-frame at a 94-degree angle so all the bolts line up correctly. When this is done I will make three 2-by-4-inch legs for it to sit on. Originally the three legs would have been set into the ground and the T-frame bolted to it. Since this writing I have learned that angle iron was also used in place of lumber as it was easily driven into the ground. The picture below shows the igniter and trip mechanism. The long rod goes through a boss in the block casting and is also the pivot for the valve rocker arm.
In part two I will design and build a water pump and actuating mechanism.
Contact Dave Irey at 6348 Mildred Ave., Edina, MN 55439 • (952) 943-8357



{kind=link}