












3666 Millbrook Terrace, Salt Lake City, Utah 84106
Sometime in the early 1980s while visiting my sister Jane and
her husband Jon in northern California, I asked Jon if he knew of
any one-cylinder engines in the community. To my surprise he
indicated he had one, or parts of one, in his ‘bone yard.’
When we looked at his machine I saw a small single flywheel engine
powering, via a chain drive, a bull wheel and a pitman arm which in
turn drove a reciprocating saw holder. All of this was mounted on a
badly rotted wooden frame. Jon and I discussed how the machine
might have operated and left it as we found it. On another trip in
1990 I asked Jon if I could borrow the outfit for restoration
purposes, and he consented. I transferred the saw outfit from his
bone yard to mine, suffering only a few detached rotted wooden
parts in transit to Utah. In early 1991 Jon sent me a photo copy of
an advertisement in a September 30, 1920, edition of the Plumas
National Bulletin clearly identifying his machine as a Wade one man
drag saw.
Engine Disassembly
In 1992, between other projects, I began minor limbering up of
the chain drive and pre-disassembly oiling of engine. The engine
was stuck.
In 1993 I began disassembly in earnest. All accessible points
were bathed with penetrating oil, and oil was injected past the
piston and exhaust port with compressed air. The Wade Company’s
use of standard pipe threads at the spark plug, intake and exhaust
ports greatly facilitate this process.
Although the compressed air system soon had oil moving past the
piston, it remained stuck. I heated the piston and cylinder.
Overheating resulted in melting of the babbitt main and connecting
rod bearings, but some piston movement was gained. I removed the
crankshaft and flywheel from the connecting rod and made an attempt
to pull the piston from the cylinder by mounting a slide hammer on
the connecting rod. The slide hammer distorted the badly rusted big
end of the connecting rod. In retrospect the connecting rod was
probably rusted beyond salvage.
I finally tapped the piston out of the cylinder by inserting a
brass rod through the spark plug hole (this is a headless engine).
This tapping produced a minor chip on the upper end of the piston,
but I now had a pile of freed parts rather than a frozen hulk!
As found, rust and rusty dirt filled the lower end of the
crankcase. This engine had operated a foot or so off the forest
floor, and the downward vented exhaust undoubtedly blew up chips
and dirt from the ground for aspiration into the crankcase on the
intake cycle (this is a two stroke engine).
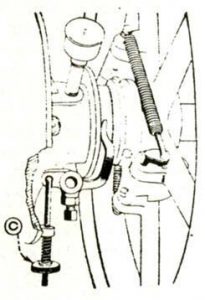
Figure 3. Chain drive mechanism (right side of engine) showing
male taper that fits female taper on sprocket wheel, a brass shim
between male and female tapers, the compressing spring with nut and
key. The assembled mechanism is attached to the crankshaft via a
left-hand thread and forces a tapered flywheel hub onto a taper on
the crank.
Portions of the cylinder, crank and connecting rod were scaled
and pitted. A hairline crack on one wrist-pin boss may have been an
old war wound, or may have developed as a consequence of the piston
removal. The wrist-pin was rusted outside the piston bosses, but
was clean where the pin ends were contained by brass bushings in
the piston bosses. Overall condition of piston and rings (cracked
boss aside) was clean and sound.
The chain drive sprocket is mounted on the crankshaft via a
tapered socket, and friction is assured on the taper by tightening
a large nut, thereby compressing a spring against the sprocket.
This spring and taper system allows for slippage in the event that
the saw binds while cutting. Subsequent models of Wade drag saws
had automotive type clutches, but this saw has a piece of brass
shim stock fitted onto the taper to prevent wear on the tapers when
slippage occurred. Alternately, this shim may be a field-fix
compensating for wear on the tapers, as I’ve seen no reference
to this part in my Wade parts manual.
In trying to remove the flywheel from the crankshaft I
erroneously assumed that the flywheel was pressed onto a second
taper on the crankshaft. Attempts to press the flywheel off the
crank badly bent the threaded portion of the drive mechanism. I
then discovered that the drive mechanism is connected to the crank
by a left hand thread, and that the threaded drive mechanism forces
the flywheel onto a taper fit with the crank. Once I understood all
this, I could appreciate the wisdom of this design. In assembling
the engine, after the drive mechanism left hand threads are
tightened, and the flywheel is forced tightly onto the crank, the
flywheel is pinned to the drive mechanism by a
5/16 ‘ bolt. This pin indexing
arrangement assures that the pre-balanced flywheel is always in the
same relative position with respect to the crankshaft, thereby
helping to maintain engine balance.
In September 1993, I attended the Utah Antique Machinery
Association annual show, and saw an operating Wade drag saw and two
or three other drag .saws in various states of repair. A
participant displayed a copy of a Wade operation manual that I
subsequently acquired. Inspiration!
Engine Rebuilding
I discussed a connecting rod fabricating strategy with my
father-in-law, Rollin Van Zandt. The lower end of the connecting
rod was turned from steel round stock, split longitudinally and
halves were faced off on my 6′ Atlas lathe. I drilled and
tapped the split halves to allow use of split-bushing connecting
rod bearings. The split halves were bolted together, centered in
the lathe and bored to 1/8 of the rod bearing dimensions of
original connecting rod.
I fabricated the piston pin end of the rod from mild steel round
stock, and welded the clamping tabs on. These tabs allow clamping
of the upper end of the connecting rod to the wrist pin, with the
wrist pin moving in bronze bushings pressed into the piston bosses.
These clamping tabs control end play on the wrist-pin.
Center distances between the piston pin and crank pin were
established from the original connecting rod, and transferred to a
jig in the form of a heavy piece of angle iron. I then drilled
holes in the jig on these centers. The piston pin (upper end) and
split lower ends (mounted on a mandrel) were secured on this jig
with ‘ diameter bolts. The connecting rod center section was
cut to length from steel bar stock and fitted snugly between the
upper and lower ends of the con-rod as established on the jig, and
I arc-welded the three components together.
I established the ‘I-beam’ cross section of the center
portion of the rod by welding 3/16‘ steel
strap to the bar stock center section while all parts were held in
the jig.
The connecting rod was mounted on an angle plate and upper and
lower ends were line-bored on Rollin’s small horizontal mill.
The lower connecting rod bearing split bushings were turned from
lead-bronze stock on Rollin’s 12′ Craftsman lathe and
fitted to the crank pin.
The crack in the cast iron piston boss was arc welded by a
commercial firm in Bisbee, Arizona, while I was visiting
Rollin.
The bronze wrist pin bushings were pressed back into the piston,
and a smooth running fit was reestablished between the wrist pin
and bushings by mounting the wrist pin on a bolt, chucking the bolt
and pin in the lathe and lapping the piston bushings to the pin.
Fit between the wrist pin and connecting rod was not critical,
since the pin is clamped on the rod by a bolt through the
above-mentioned tabs.
The crankshaft main bearing surfaces and the throw had been worn
out of round, and these surfaces were ground true by a commercial
automotive crankshaft grinding firm. This grinding preceded final
boring of the split connecting rod bushings.
I had salvaged the babbitt from the original main and connecting
rod bearings for reuse.
The crankcase cover and the engine block have the main bearing
journals cast into them. Upon inspection I determined that the main
bearing journals that receive the babbitt bearing had been line
bored, and were circular. Before pouring new main bearings, the
crankshaft was centralized in the castings by turning three ‘
thick aluminum washers to the ID of the bored bearing journals. I
then bored a centered hole that permitted a tight slip fit over the
crankshaft bearing surface into each washer. With the crank held in
the washers, one on the inside of the flywheel end, and two (inside
and outer end) on the opposite end, the crankshaft was aligned
perpendicular to the cylinder bore, the casting was warmed, and the
babbitt mains were poured onto the flywheel end of the crank. I
slid the bearing off the crankshaft, removed the aluminum washer,
and returned the bearing to the crank. Proper realignment with the
crankshaft bore was assured by factory drilled holes in the casting
that filled with babbitt when the bearings were poured.
The timing case pivots on an extension of the main bearing on
the left side of the engine. To cast this extension integral with
the bearing, a mold with a diameter greater than that required for
the timer to pivot on was bored from ‘ steel strap, bolted to
the bearing casting, and centered by eye on the crankshaft. Crank
and cylinder alignment was assured by installing the bearing
already poured on the crank, and placing one aluminum washer on the
inside end of the bearing to be poured. I then formed the bearing
and timing pivot extension in a single pour.
I again removed the left bearing from the crank, the
centralizing washer from the left side, and then remounted both
bearings on the crank. The crankshaft with bearings in place was
mounted between centers on the lathe, and the babbitt lapped by
running the lathe while holding the babbitt on a wooden clamp.
I established the fit between the babbitt bearing and the timer
by clamping the bearing to the crank while mounted in the lathe,
and turning the outer extension of the bearing to fit the timing
case (figure 1).
The cylinder bore was honed, coated with STP, and the piston
with connecting rod attached was installed.
The brass timing case was broken when acquired, and I shaped a
piece of brass round stock to fit over the broken end of the timer
and soldered it into place (figure 2). This repair reestablished
contact between the timer and the timing adjusting lever via a
rod.
The chain sprocket drive mechanism was centered in the lathe and
the portion that was bent in attempting to press the flywheel off
was turned straight. I bored a 1′ diameter mild steel sleeve to
a light press fit over the turned down portion of the drive
mechanism and arc welded it into place. The welds were turned
flush, the diameter reduced, and a 7/8 ‘
x 14’ thread was cut onto the reconstructed drive mechanism. A
7/8 ‘ x 14’ tpi nut was fabricated to
fit the drive mechanism. Figure 3 is an exploded view of the drive
mechanism parts separated from the crankshaft.
The oiler for the connecting rod bearing required new glass
(purchased from Lee W. Pedersen). The brass oiler base had been
bent so the glass would not fit. This was quickly remedied by
turning an aluminum disc a few thousands larger than the OD of the
glass. The disc was pressed into the oiler base which quickly
assumed the shape of the aluminum disc. Upon removal of the
aluminum disc, the glass fit the oiler quite well.
I purchased a new Champion 25 spark plug and wire from John
Brillman, and a used model ‘T coil from Robert L. Whitaker.
Figure 4 shows the left side of the engine, the timing advance
lever, rod, and the timing case and cam in place.
Engine Specifications
Manufacturer: R. M. Wade Company, Portland, Oregon.
Horsepower: 4.
Operating Range: 550-600 rpm (back calculated from sprocket
sizes using manufacturer’s recommended rate of 125 saw strokes
per minute).
Cooling: Water cooled with detached water tank/radiator.
Engine: 2 cycle with crank-case compression. Fuel mix 1 pint
oil/per 5 gal. gasoline.
Bore: 3′ nominal.
Stroke: 33/8 ‘ nominal. Piston rings:
Two compression with overlapping end joints, and ring alignment
assured by detente cast into pistons and machined into rings. Lower
ring is a scraper/stabilizer.
Flywheel: 16′, weight 35 lbs. Carburetor: Lunkenheimer side
draft with check valve.
Fuel tank: Detached, gravity supply to carburetor.
Ignition: Spark coil and battery regulated by breaker points
from cam on left side (opposite to flywheel).
Timing: Pivoting breaker point housing around extension of
babbitt main bearing. Timing changed by moving lever mounted on
frame.
Lubrication: Oil in fuel; single oil dripper for connecting rod
and wrist pin; grease cups on main bearings.
Other Repairs
The drive chain was rusted into its mounted configuration, but
after soaking in oil and a little limbering up, was found intact
except for broken link pin that required fabrication.
Before I found the engine, a considerate soul had removed the
coolant drain plug from the lower side of the engine, something
that undoubtedly contributed to free draining of rain water and
melting snow from the radiator tank. During the abandonment period,
both the engine block and the radiator survived the several decades
of freeze-thaw and rust cycles in good form.
Such good fortune, however, did not bless the fuel tank and fuel
line. The cap to the fuel tank was a ‘ pipe plug with a vacuum
relief hole drilled through it. Moisture had entered the tank and
fuel line. The copper fuel line had frozen and burst in one spot,
but the resulting knot was easily peened closed and soldered. The
rusted-in filler cap was drilled out a challenge given the overall
condition of the lower third of the tank.
Against my better judgement, I opted to restore the rusted out
sheet metal fuel tank. All rusted metal was snipped away (figure
5), and the interior scraped clean. I soldered new galvanized metal
into place, and resealed the tank with a product ordered from Lee
W. Pedersen. The wooden mount for the fuel tank and radiator was
rebuilt, and the original mounting straps salvaged for reuse. I
fabricated a new fuel tank cap by brazing a steel disc to a
shortened ‘ pipe nipple, and departing from tradition, painted
die radiator and tank (figure 6).
The jack shaft sprocket (chain sprocket on the saw stroke arm
crank) was originally fixed to this crank by a key retained by a
bolt. On my machine this design had been unsatisfactory to the
original owners, who arc-welded the cast iron jack shaft sprocket
to the steel crank (figure 7). An acquaintance of my sister and
brother-in-law, long-time resident of northern California, and son
of original owner A. E. Hunt, believes this weld to be one of the
earlier electric welds made in Plumas County, California. The weld
provided a solution to one problem, but one rendering complete
disassembly of the jack shaft sprocket from the crank impossible.
The stroke arm crank and jack shaft had relatively new (based on
wear) brass bearings that required no attention beyond
cleaning.
The jack shaft frame bolt plates are slotted to allow tension
adjustment on drive chain. Previous loggers had evidently operated
the saw with the bolts loose on the plates, resulting in breakage
of the bolt plates. This did not preclude operation of the saw, as
the broken plates were found bolted to the wood frame, but must
have rendered maintenance of chain tension difficult. I fabricated
some holding devices out of ‘ strap that allow chain
adjustment while rigidly holding the jack shaft bearings on the saw
frame.
The pitman rod that drove the saw cross-head on its guide rods
had babbitt bearings at each end, and one bearing required
rebabbitting (figure 8 a, b, c). The cross head saw holder moves on
the guide rods on babbitt bearings (figure 9). This assembly was
badly stuck, and required repeated warming, applications of Liquid
Wrench, and tapping (even pounding!) before it came free. Once
free, a light sanding of the guide rods and oiling of the babbitt
glide was all that was required to assure smooth function.
While rotted beyond salvage, enough remained of the wood saw
frame to serve as a pattern for refabrication. The original green
paint of the frame had badly faded; I decided on a forest green
paint that I had from another job.
I made decals for the frame and water/fuel tanks by enlarging
the R. M. Wade logo from the owner’s manual to an appropriate
size in a photocopier then reproducing them on overhead
transparency mylar. Once reproduced in mylar, the logos were
attached to the machine with varethane (figure 10).
I displayed the saw at the 1996 Utah Antique Machinery
Association Show. I still haven’t hooked up the spark coil and
tried to run the engine. This was a fun project that taught me many
things. I admire the beauty of a simple design that remained
competitive for greater than 40 years. I found the welds, and other
field improvisations that kept this machine operative, fascinating.
Those who operate chain saws may turn up their noses at the
Wade’s heavy, reciprocating design, but those of us who have
done time on one end of a two man ‘misery whip’ can fully
appreciate what a great leap forward the Wade drag saws
represented.



{kind=link}