

11155 Stout Road, Amanda, Ohio 43102
In 1998, when I displayed an engine at an engine show for the
first time, I decided that when I took an engine to a show I wanted
to exhibit the engine not only running, but running something. At
my first show this was easy, I chose to show a Novo engine that was
directly connected to a small antique air compressor and mounted on
its own cart. Then I looked ahead to 1999 for something that I
could power with any of my other engines that would show the
engines running, and ideally, running under a substantial load. The
idea that came to mind was to construct a small Prony brake capable
of absorbing about 10 horsepower. As 1 thought about this, I
realized that this would allow me to run an engine under any load
that I wanted. (I don’t believe that I had ever seen a hit and
miss engine running under a full load.) Another advantage that I
saw with the Prony brake was that it would be possible for others
to belt up their engines and see them perform under load and also
get some idea of how much power the engine was producing at the
same time. Yet another anticipated benefit of having a small Prony
brake would be that it would demonstrate to the spectators at a
show just how horsepower used to be measured and it would clearly
illustrate what is meant when someone refers to ‘Brake
Horsepower.’ And last but not least, a Prony brake could be
small enough that it could be mounted on wheels so that I could
load and unload it myself.
When I decided to investigate the possibility of constructing a
Prony brake I don’t believe that 1 had ever seen one. And I
know that I had never see one in use. My only knowledge of them
came from textbooks. I approached the project by reading every old
text that I could find that had any reference to the Prony brake or
dynamometer. I needed to find the answers to such questions as:
How big should the brake drum be to measure 10 horsepower?
How big will the scale need to be to measure that
horsepower?
What is the best material to use for the brake lining?
How long should the arm be that goes from the brake drum to the
scales?
The following is a brief summary of some of the information that
I collected.
Some History of the Prony Brake
The concept of rating engines, water wheels and windmills in
terms of how many horses they were equivalent to, dates back to the
early 1700s. It was not until the late 1700s that anyone made any
real effort to determine just how many foot-pounds per minute a
horse was capable. This determination was made by James Watt, the
father of the modern steam engine. Watt was selling steam pumping
engines and needed a reliable figure to use when he was attempting
to sell a client on the idea of replacing horses with one of his
steam engines. However, Watt was also concerned that his engines
develop a reputation of being more powerful than any of his
competitor’s engines of the same horsepower rating. To do this
he simply inflated the number of foot pounds per minute in a
horsepower to 33,000 from the approximately 25-27,000 that his
research showed. Thus a five horsepower Watt engine would do
significantly more work than five horses. This inflation in the
numbers created problems for some users of gas and steam engines
for over 125 years as the builders of traction engines continued
the practice of under-rating their engines. Because Watt was
selling pumping engines he was able to calculate the horsepower
using the number of gallons pumped, the height that the water was
raised and the time that was required for a given volume. However,
once he started building ‘rotative’ engines (engines with a
crank and flywheel) he did not have any reliable method of
calculating the output horsepower. Around 1800 he invented the
steam engine indicator and he may have used it to calculate the
input horsepower of his engines. But because of the relative low
efficiency of the engines and the primitive construction of the
indicator, it probably could have provided only a rough estimate of
the power delivered to a rotating load.
The problem of how to measure the horsepower of a rotating shaft
was solved by Gaspard de Prony in France in 1826 when he invented
the first friction brake. This device came to be known as the Prony
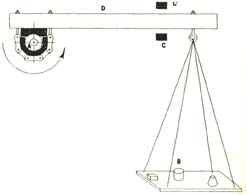
brake. The following sketch, (redrawn from an 1868 book) shows the
simplicity of de Prony’s invention.
How the Prony Brake Measures Horsepower
In use, the stationary lever ‘D’ is clamped around a
rotating shaft ‘A’ and the two bolts above ‘A’ are
tightened until the engine is working up to full load. Weights
‘B’ are then added to the scale pan until the lever
‘D’ drops slightly away from the upper stop ‘C.’
The only things that needed to be known to calculate the horsepower
were the length of the lever ‘D,’ the weight of ‘D’
at its right hand end, the additional amount of weight ‘B’
added to the scale pan and the speed of the shaft ‘A’ in
RPM.
Foot Pounds per Minute = Pi x 2 x Length of D x RPM x Weight
Because Watt’s figure of 33,000 foot pounds per minute per
horsepower has survived through both the 19th and 20th
centuries:
Horsepower = Pi x 2 x Length of D x RPM x Weight/33,000
For an excellent discussion of the concept of horsepower see the
late Amos Rixman’s article in the April-May 1989 issue of
Gas Engine Magazine.
The Prony Brake Constant
Because all calculations had to be made either with pencil and
paper or with a slide rule, many Prony brakes were designed to
simplify these calculations. Because the factors Pi, 2, Length of
D, and 33,000 were constant for any specific brake, they could be
combined into one factor. This factor was known as a Prony brake
constant. If the length of ‘D’ was made to be 63 inches,
this factor would be exactly 1,000. Using this factor, the above
question for horsepower become simply
Horsepower = Weight x RPM/1,000
On the smaller Prony brakes, up to about 40 HP, the length of
the arm was sometimes made 31? inches yielding a Prony brake
constant of 2,000. This is the length that I used when I built my
Prony brake.
Designing the Brake Drum
The most difficult question that I had to tackle was; ‘What
size of brake drum is required to measure 10 horsepower?’
Answers were not easy to find and when I did find them there was
not much agreement from one authority to another. Halsey, in 1916,
stated that 14-4 square inches of drum surface was required for
each horsepower. Moyer in 1934 felt that only five square inches
was needed. The Standard Handbook for Electrical Engineers in 1915
stated that, ‘About 100 square inches of rubbing surface of
brake should be allowed with air cooling, or about 50 square inches
with water cooling per horsepower.’ These conflicting figures
were obviously of no help. Mr. Flathers, in 1892, commented that
the size of the drum is important because if the surface is too
small the operation of the brake will be irregular and if it is too
large, considerable weight may be added to the scale without
materially altering the position of the lever arm. I eventually
compiled data on 18 Prony brakes that were described in sufficient
detail in the old texts. When I listed these brakes in the order of
their rated horsepower (See Table 1) I discovered that the number
of square inches per horsepower decreased dramatically as the size
of the brakes increased. For example:
A two horsepower brake was built with 113.1 square inches per
horsepower.
Seven brakes ranging from 19 to 40 horsepower had an average of
58.3 square inches.
Seven brakes ranging from 125 to 183 horsepower had an average
of 21.2 square inches.
A 250 horsepower brake was designed with 14.5 square inches.
A 475 horsepower brake had 13.9 square inches.
A 540 horsepower brake had only 8.4 square inches per
horsepower.
A closer look at the data, however, disclosed that conclusions
drawn from this information could be very misleading. One example,
Prony brakes with areas from 1885 to 1979 square inches of drum
surface were listed as having measured horsepowers ranging from 33
to 140. Some of the capacities cited are the capacities of the
engines, not of the Prony brakes. Some of the texts proposed a
‘K’ factor that took the velocity of the surface of the
drum into consideration. I found these to be confusing but I
included them in Table 1.
When I sorted through the pulleys that I had available to make a
brake drum I found that the best pulley was 12 inches in diameter
by 5/8 inches wide. This yielded an area of
211 square inches. Based on the above information I have concluded
that this pulley as a brake drum, (28 to 42 square inches per HP)
my Prony brake will probably be limited to 5 to 7? horsepower on
short runs and even less on long runs. This fell shy of the 10
horsepower that I had been shooting for but seems to be a very
reasonable size for most hit and miss engines. I have not yet
really put it to the test to determine just how much horsepower it
can absorb. The brake drum can be seen best in Figure 6.
It appears that the capacity of a Prony brake is determined by
the amount of horsepower it will absorb without the brake blocks
breaking into flames. On this basis, capacity for short runs would
be much greater than for prolonged runs.
Selecting the Material for the Brake Lining
TABLE I
Specification for 18 Prony Brakes that Provided the Data for My
Design
HP | RPM | FACE Inches | DIA Feet | Length of arm | DESIGN OF BRAKE | K | Square inches | Sq. per In. HP | Avg. Sq. In./HP | Velocity at drum Ft./Min. | Avg. Velocity | |
2 | 2 | 200 | 3 | 2 | Flathers | 226.2 | 113.1 | 113.1 | 1256 | |||
19 | 148.5 | 7 | 5 | 33 | McLaren, comp | 858 | 1319.5 | 69.4 | 2331 | |||
20 | 146 | 7 | 5 | 32 | McClaren, water-cooled & comp. | 802 | 1319.5 | 66.0 | 2292 | |||
21 | 150 | 7 | 5 | 33 | Royal A. Soc, Comp | 785 | 1319.5 | 62.8 | 2355 | |||
33 | 150 | 10.5 | 5 | 32 | Garrett, water cooled and comp. | 749 | 1979.2 | 60.0 | 2355 | |||
38 | 378 | 13 | 4 | Flathers | 1960.4 | 51.6 | 4748 | |||||
40 | 180 | 10.5 | 5 | 32 | Garrett, water cooled and comp. | 741 | 1979.2 | 49.5 | 2826 | |||
40 | 30.1 | 322 | 13 | 4 | 28 | Westinghouse, water-cooled | 847 | 1960.4 | 49.0 | 58.3 | 4044 | 2993 |
125 | 290 | 24 | 4 | 63 | Westinghouse, water-cooled | 465 | 3619.1 | 29.0 | 3642 | |||
125 | 290 | 13 | 4 | 28 | Westinghouse, water-cooled | 847 | 1960.4 | 15.7 | 3642 | |||
140 | 350 | Halsey (1903) | 14.4 | 0 | ||||||||
140 | 250 | 20 | 2.5 | Kent | 285 | 1885.0 | 13.5 | 1963 | ||||
150 | 150 | 10 | 9 | Schoenheyder, water-cooled | 282 | 3392.9 | 22.6 | 4239 | ||||
150 | 60 | 24 | 5.5 | Francis | 4976.3 | 33.2 | 1036 | |||||
183 144.7 | 249 | 24 | 4 | Flathers | 3619.1 | 19.8 | 21.2 | 3127 | 2942 | |||
250 | 250 | 24 | 4 | 63 | Westinghouse, water-cooled | 465 | 3619.1 | 14.5 | 14.5 | 3140 | 3140 | |
475 | 362.5 | 76.2 | 24 | 7 | 191 | Webber, water-cooled | 84.7 | 6333.5 | 13.3 | 13.9 | 1675 | 1675 |
540 | 100 | 24 | 5 | 126 | Getely & Kletsch, water-cooled | 209 | 4523.9 | 8.4 | 8.4 | 1570 | 1570 | |
Like many other characteristics of the Prony brake, I found
considerable disagreement as to the best material to use for the
lining on the brake band. Kent’s Mechanical Engineer’s
Pocket-book, 1910, ‘Soft woods such as bass, plane-tree, beech,
poplar, or maple, are all preferred to the harder woods for brake
blocks. This recommendation appears to be consistent with the most
common designs. However, at least one Westinghouse brake used
hardwood blocks of either oak or hickory. Some other materials that
were mentioned included rope (which was widely used for a variation
of the Prony brake), babbitt, cork, woven belting, asbestos,
leather and even linen.
I followed the advice from Kent’s Mechanical Engineer’s
Pocketbook and cut the brake blocks for my Prony brake from soft
pine, 2 x 4s.
Cooling the Brake
For prolonged testing, most of the texts recommended that the
brake be designed with inverted flanges so that the inside of the
brake drum can be flooded with water that is held against the drum
by centrifugal force as the drum rotates. To assure that a constant
amount of water is contained within the flanges a continuous stream
of water is introduced. To prevent the water from overfilling the
flanges, a scoop was often installed that removed a steady stream
of hot water as the cooler water was added. This, like most aspects
of the design of the Prony brake, failed to receive unanimous
agreement from all of the authorities. Mr. Ludy, in 1912, felt that
a scoop was not necessary because the water would never reach the
boiling point. However, a photo in a book from 1907 shows a Prony
brake completely engulfed in steam from the heat generated during a
test on an electric motor. The authors of that book, Mr. Swensen
and Mr. Frankenfield, claim that the best results are obtained when
the water is added just fast enough to make up for the evaporation
from the boiling water. Others reported that when a brake was run
near its capacity it was necessary to have a man standing by with a
garden hose because the drum would get so hot that the wooden brake
blocks would break into fire.
The author of one text commented that if water was not supplied
to the brake drum, the heat could build up to where the expansion
of the rim would be sufficient to break the cast iron spokes.
I incorporated the water circulation feature into my Prony brake
by installing a small antique American-Marsh centrifugal pump that
is driven by a flat belt from the main shaft of the brake. To
assure that the pump does not consume power that is not registered
on the scale, I supported the pump from the brake band. By doing
this, the torque that is required to drive the pump is
automatically added to the torque that is required to overcome the
friction of the brake. I also included a scoop to remove a steady
stream of warm water from the drum. This water is collected in a
small reservoir and recirculated through the pump jack back into
the brake drum. If I ever run the brake very hard I may decide to
add some provision for evaporative cooling. The pump can be seen in
Figure 6 and the reservoir in Figure 5.
Designing the Lever Arm Between the Drum & the Scales
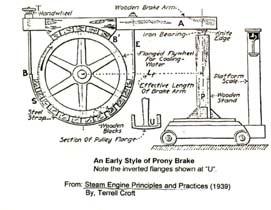
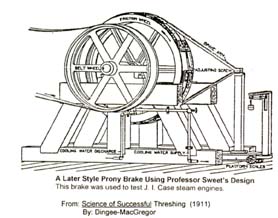
In the 1870s a professor named John E. Sweet made one of the few
improvement on de Prony’s design. Professor Sweet developed a
design for the lever arm that consisted of two pieces, as opposed
to the single piece that de Prony used. This made for a much
lighter arm, which reduced the weight on the drum and bearings, and
it also provided a more balanced force on the brake band. Examples
of both as brake of the original design and one of ‘Sweet’s
Pattern’ are shown in Figure 2.
When I built my Prony brake I elected to use Professor
Sweet’s design. The arm can be seen in Figure 5.
Measuring the Speed of the Drum
Apparently the early tachometers were not very reliable or at
least the authors of the texts did not have much confidence in
them. One author wrote in 1919:
‘Speed in revolutions per minute should be invariably taken
from positively driven counters which engage at the beginning of
the run and disengage at the end. The difference between the two
readings, divided by the duration of run in minutes, gives the true
average speed. Tachometers, even though carefully calibrated, are
not sufficiently reliable for RPM readings. In connection with the
speed counters mentioned, however, the tachometer may be used as an
appropriate check on average speed, also as an indicator of
variation in speed before or during the run.’
Even though I own a very nice digital tachometer, I chose to
mount an old mechanical machine counter and a stopwatch on my Prony
brake to measure the speed of the drum during a test. The counter
is actuated by a lever that is in contact with an eccentric on the
outboard end of the drum shaft. The counter and stop-watch can be
seen in Figure 5.
If I ever find a reasonably priced antique belt-driven
tachometer, I may eventually add it to indicate variations in speed
when checking the operation of engine governors. This check is
performed by rather quickly adding and removing a load and
observing how much the speed of the engine varies. This would be
very difficult (probably impossible) to do with a mechanical
counter.
Determining the Size of the Scales
To determine the size of scales that would be required I needed
to know how fast the drum would be turning and how much horsepower
I would be measuring. This was a trial and error process. I first
listed the speeds of my gas engines and the diameter of the pulleys
on each. I then looked at what sizes of drive pulleys I had that I
could use on the brake shaft. Then used the equation that I
mentioned earlier:
Horsepower = Weight x RPM/2,000
The force on the scale is:
Weight = Horsepower x 2.000/RPM
For example, my 1? HP Fairbanks-Morse engine that has a pulley 5
inches in diameter would turn the brake, with a 14-inch pulley, 268
RPM
When I put 1 ? HP and 268 RPM into the equation, I found that
the force on the scale would be equivalent to a weight of 11.2
pounds.
Then I looked at what would happen if I was to put my 8 HP
United engine with its 18-inch pulley on the brake, I found that it
would turn the brake 579 RPM.
When I put 8 HP and 579 RPM into the equation I found that the
force on the scale would be equivalent to a weight of 27.7
pounds.
I thus determined that I would need a scale that could
accurately measure anything from 10 pounds to at least 30 pounds. I
had originally assumed that I would use an old platform-type
granary scale but this calculation showed me that it would be
better to use an old tabletop Fairbanks scale that is considerably
smaller.
Putting All of the Pieces Together
One of the challenges in building my Prony brake was to find a
way to construct it from the pieces that I could find in and around
my barn. After selecting the scales, the brake drum, was the
biggest challenge. I wanted a drum with the inverted flanges so I
could apply water to the inside of the drum but I certainly did not
want to go to the expense of having a foundry make a pattern and
cast a special drum to my specifications. The first thing that I
did was to decide on the number of square inches of surface that I
would need and then I looked for the cast iron pulley that came
closest to that size. Then 1 cut two steel rings from a piece of
3/8‘ steel plate and machined them to fit
against the two sides of the pulley. I also took a light machine
cut off the sides of the pulley so that I would have a good fit,
applied a little gasket material from a tube and clamped the two
plates to the pulley with long bolts running from one side to the
other. I left about a quarter of an inch flange on the outside of
the pulley to assure that the brake band would not ride off the
pulley.
The wheels were easy, I didn’t have many to choose from so I
simply used what I had. It would have been nice if I could have had
a matched set of four, but I didn’t. At least they match from
right to left.
I built the engine mount at the rear of the frame so that it is
universal in that I can match almost any arrangement of engine
mounting holes. The problem with this arrangement is there is no
easy way to get engines on and off from the frame without some kind
of hoist. This didn’t turn out to be a big problem because I
found that I could run the belt the other way and hook up to an
engine that is setting on the ground or on its own trucks.
One of my goals in designing and building this brake was to make
it look as much like a vintage piece of equipment as possible. To
do this I refrained from using any welding and I did not make any
effort to remove rust from any part unless it would interfere with
the operation of the machine. I finished the wood parts by merely
coating them with oil.
One thing that is important in building a Prony brake is to be
certain to include a back-stop, especially if you expect to be
testing any steam engines that could be started in reverse. Someone
could get hurt or the equipment damaged if the lever
arm was to accidentally fly over backwards because someone
forgot to twist the belt or accidentally started a steam engine in
the wrong direction. The back-stop can be seen between the scales
and the support for the counter in Figure 5.
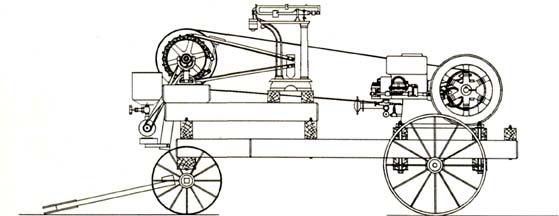
Prior to starting construction of the Prony brake I made a
drawing to guide me as I put it together. Needless to say, the
drawing involved along with the construction as I selected parts
and as I solved problems that arose. Figure 3 is the end result.
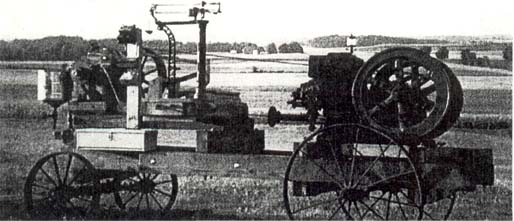
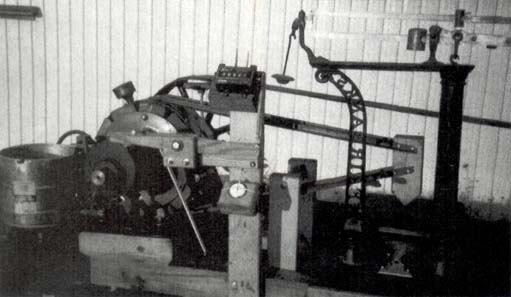
Figure 4 shows how the Prony brake looks today.
Lubrication of the Brake
Like many previous facets of the Prony brake, there were a
variety of recommendations regarding the proper lubrication of a
brake. Recommendations ranged from water, to tallow, including
soap-suds, oil, and heavy grease along the way.
The drum of my brake is lubricated with a heavy grease that is
applied via a large grease cup that is screwed into one of the wood
brake blocks. This block has a slot cut into the underside of it to
distribute the grease across the face of the drum. The grease cup
can be seen in Figure 5.
Closing Comments
I have taken the Prony brake to only four shows so far. What I
have found is that owners of hit and miss engines generally like to
see their engines run under a light load. And quite a few owners,
very understandably, have no wish to see their engines put under
any load. Obviously they feel that these engines have done their
share of work in years past and now are deserving of the luxury of
idling merrily along. No one has yet made any attempt to jack up
the speed or make other adjustments just to see how hard they can
push an engine. In fact, every engine that I have tested has been
running comfortably below the rated speed.
My research and experimentation with the Prony brake has lead me
to believe that this device has to be one of the most elegant
inventions of all time. It now appears that if someone wants to
build a Prony brake, they should just go ahead, use their best
judgment and do it! They can use almost any size of brake drum, any
material for the brake lining, and any type of lubrication. They
can make the arm any length desired and they can either cool it
with water or not, and every facet of the design will probably be
consistent with someone’s recommendation from the past. And the
best part is, a Prony brake constructed in this manner will
probably be just as satisfactory as one that is based on extensive
research.
Almost every piece of metal on this machine came to me along
with the collection of steam and gas engines that belonged to my
parents, Orville and Irene Babcock, both of whom died three years
ago. I have dedicated the building of this brake to their
memory.




{kind=link}